Uszczelki gotowe w mniej niż 10 sekund — zintegrowany sterownik robota zapewnia harmonijną kontrolę
Opublikowano 24 listopada 2021 w Operational Excellence
Firma Trelleborg Livorno zmodernizowała stanowisko robota służące do wykańczania uszczelek poliuretanowych stosowanych w sektorze energetyki wiatrowej. Rozwiązanie oparto na zintegrowanym sterowniku robota firmy OMRON, który zapewnia integrację i synchronizację wszystkich komponentów automatyki, w tym robotów, logiki, ruchu, bezpieczeństwa oraz interfejsu użytkownika.
Trelleborg to szwedzkie przedsiębiorstwo działające na całym świecie. Jest globalnym liderem rozwiązań w inżynierii polimerów, które uszczelniają i chronią krytyczne aplikacje w wymagających środowiskach. Zakład Trelleborg Sealing Solutions (TSS) z siedzibą we włoskim mieście Livorno stanowi centrum doskonalenia. Specjalizuje się w produkcji uszczelek montowanych na siłownikach pneumatycznych i hydraulicznych stosowanych w różnych sektorach branżowych — w szczególności hydrauliki siłowej, rolnictwa, motoryzacji, energetyki.
Nowe stanowisko robota firmy Trelleborg służy do wykańczania uszczelek poliuretanowych przeznaczonych do systemów hamulcowych turbin wiatrowych. Rozwiązanie, oparte na zintegrowanym sterowniku robota firmy OMRON, pozwoliło poprawić jakość, wydajność i jednocześnie sprostać rosnącemu zapotrzebowaniu.

Cel: skrócenie czasu cyklu przy jednoczesnym zapewnieniu jakości
Od samego początku głównym celem wprowadzenia nowego stanowiska robota przez firmę Trelleborg było skrócenie czasu wykańczania uszczelek oraz poprawa ogólnej elastyczności procesu, pod kątem przyspieszenia i zwiększenia wydajności realizacji nowych zamówień.
David Caluri, odpowiedzialny za doskonalenie rozwiązań w zakresie maszyn i energetyki w Trelleborg Livorno, wyjaśnia: „Przy maksymalnym obciążeniu nasza obecna maszyna osiągała czas cyklu wynoszący aż 17 sekund na każdą obrobioną uszczelkę. Wyznaczyliśmy sobie bardzo ambitny cel: radykalne skrócenie tego czasu, aby szybciej odpowiadać na potrzeby klientów, szczególnie podczas sezonowych szczytów zapotrzebowania”.

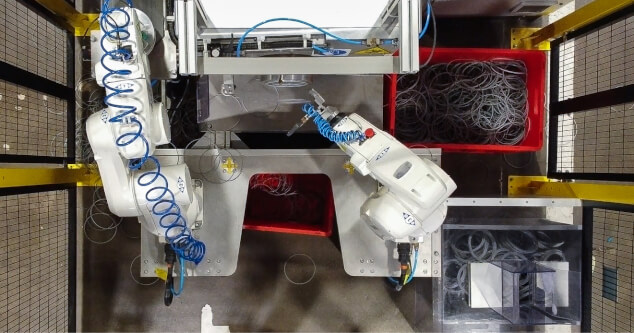
Nowe rozwiązanie opiera się na dwóch przegubowych, antropomorficznych robotach OMRON Viper 650. Jeden z nich odpowiada za podnoszenie i układanie, a drugi za cięcie i wykańczanie. Zostały one zaprojektowane specjalnie do obróbki, montażu i przenoszenia materiałów. Mogą działać z dużą prędkością i w pełnej synchronizacji dzięki zintegrowanemu sterownikowi robota OMRON NJ501-R.
W nowym systemie robot podnoszący i układający odbiera uszczelki z systemu podawania, podnosi je i wprowadza do obracającego się wrzeciona na maszynie. Następnie robot tnący wykonuje dwa nacięcia wzdłuż obwodu uszczelki — po stronie wewnętrznej i zewnętrznej. Robot jest również wyposażony w narzędzie do podnoszenia, z pneumatycznym chwytakiem, który przenosi nowo przetworzoną i skończoną uszczelkę do kosza.
„Poza dużą szybkością produkcji w branży obserwujemy coraz większe wymagania w zakresie parametrów cięcia” — dodaje Caluri. „Równe krawędzie to kluczowy czynnik gwarantujący szczelność w zastosowaniach hydraulicznych. Próg tolerancji jest bardzo wąski i trudno przestrzegać go przy dużej prędkości produkcji. Dzięki temu rozwiązaniu udało nam się uzyskać jeszcze większą precyzję i jeszcze bardziej ten próg zawęzić”.
Jedna platforma dla wszystkich urządzeń
Zintegrowany sterownik robota umożliwił firmie integrację poszczególnych urządzeń w stanowisku robota za pośrednictwem sieci EtherCAT i Ethernet/IP. Obejmują one dwa roboty, interfejs człowiek-maszyna (HMI OMRON NA5), układ pneumatyczny, elementy logiki i ruchu oraz zabezpieczenia wykorzystujące sterownik bezpieczeństwa OMRON NX-SL3300 i moduły rozproszone NX-S.
Jak wyjaśnia David Caluri: „Etap programowania był bardzo łatwy, jako że firma OMRON zapewnia pojedynczą platformę dla wszystkich komponentów wykorzystywanych w tym zastosowaniu. Za pomocą Sysmac Studio udało nam się zaprogramować każdą część składową rozwiązania — wejścia, wyjścia, zabezpieczenia, interfejs HMI i robotykę. Możemy uzyskiwać natychmiastowy wgląd w poszczególne komponenty, nawet podczas wyszukiwania usterek. Pełna kontrola nad automatyzacją pozwala nam na elastyczność w działaniach, a także istotnie ułatwia szkolenie pracowników — dzięki rozwiązaniu typu „wszystko w jednym” możemy z łatwością komunikować im wszelkie zmiany”.

„W praktyce wszystko zarządzane jest poprzez receptury. Gdy znajdziemy odpowiednią konfigurację dla przetwarzanego produktu, nadajemy jej nazwę i kod, które z kolei zapisujemy, aby móc w dowolnej chwili z niej skorzystać. Taka elastyczność zapewnia firmie szereg korzyści. Dawniej w Trelleborg musieliśmy przeprowadzać skomplikowane procesy konfiguracji ręcznie. Obecnie możemy zmieniać ustawienia nawet kilka razy dziennie, na przykład dostosować kąt cięcia lub tworzyć nowe, niestandardowe formaty zgodnie z życzeniami klientów, bez potrzeby wykonywania długich i złożonych operacji modyfikacji sprzętu. Doskonale znamy wszystkie funkcje” — dodaje Caluri.
Skrócenie czasu cyklu o 80%, większa wydajność i szybszy zwrot z inwestycji
W gotowym systemie nowe stanowisko robota do wykańczania uszczelek może obrabiać część co 9,5 sekund, skracając czas cyklu o około 80%. Umożliwiło to Trelleborg poprawę ogólnej wydajności procesu o około 20%.
„Nowe stanowisko spełnia potrzebę firmy Trelleborg, jaką jest poprawa zaopatrzenia w uszczelki centrów logistycznych w Europie, Azji i Ameryce. Możemy także wspierać klientów w przypadku nagłego wzrostu zapotrzebowania” — mówi Leonardo Ceccarini, kierownik operacyjny w Trelleborg Livorno, który szacuje, że zwrot z inwestycji w nowe rozwiązanie uda się uzyskać w ciągu około dwóch lat, co stanowi poprawę o 30% względem poprzednich rozwiązań.
„Współpraca z personelem technicznym firmy OMRON odegrała kluczową rolę w rozwianiu wszelkich wątpliwości dotyczących zastosowania, w którym jako pierwszym w Europie wykorzystano zintegrowany sterownik robota do zarządzania wszystkimi komponentami automatyki” — podsumowuje Ceccarini.
„Dzięki współpracy z firmą Trelleborg zastosowaliśmy naszą innowacyjną technologię w praktyce” — mówi Enrico Naviganti, lokalny kierownik ds. sprzedaży w firmie OMRON. „W ramach tego zastosowania zgłoszono potrzebę utrzymania wysokich standardów jakości przy uzyskaniu znacznie większej prędkości produkcji niż wcześniej. Nasza technologia pozwoliła przedsiębiorstwu spełnić wszystkie wskaźniki KPI już w fazie eksperymentalnej”.
Powiązane produkty
Pobierz szczegółowe studium przypadku
